

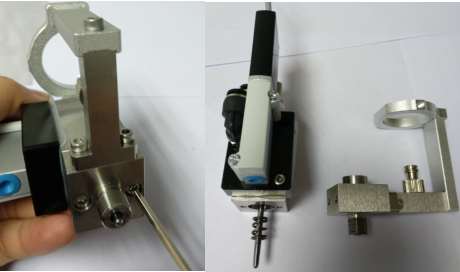
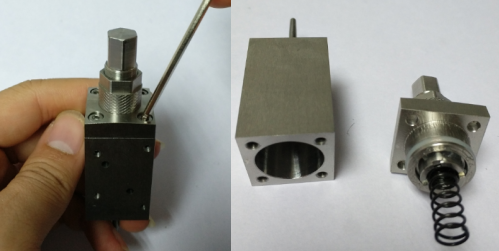
WD-Jet-LC喷射阀整体架构
WD-Jet-LC喷射阀阀体结构包括电磁阀、活塞杆阀体、进料阀体、喷射嘴和料桶部分。详细介绍可以参考下图所示和以下章节的介绍
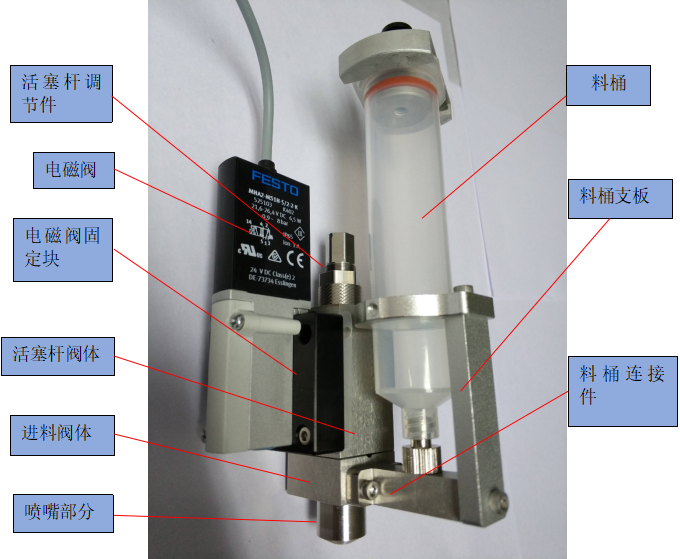
通过上图,我们大概对喷射阀有了初步的认识,知道喷射阀的几个重要的组成部分。下面我们会对喷射阀做更详细的分析,以便使用者更好的使用喷射阀。
1.2 WD-Jet-LC喷射阀细分结构
前面我们展示了喷射阀的整体架构,为了更好的了解喷射阀,我们对喷射阀进行拆分并介绍。
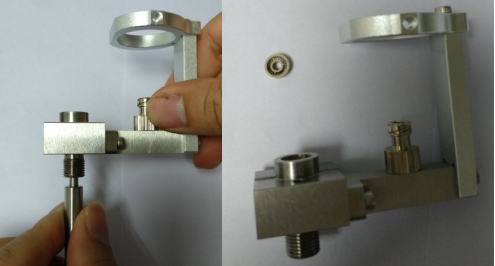
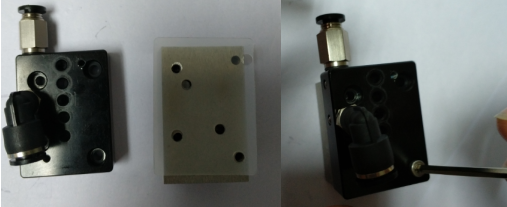
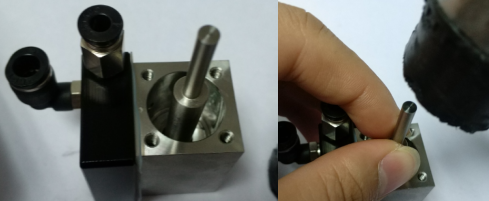
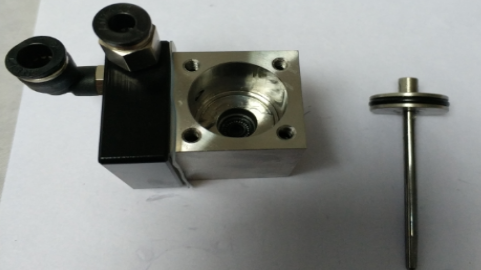
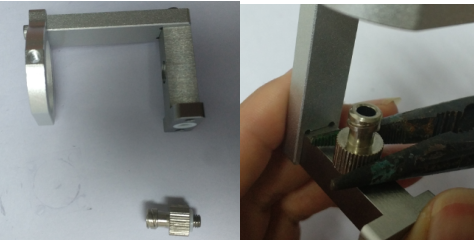
下图是喷射阀结构拆分之后各个部件的详细标注,这样有助于使用者更了解喷射阀的结构和工作原理。
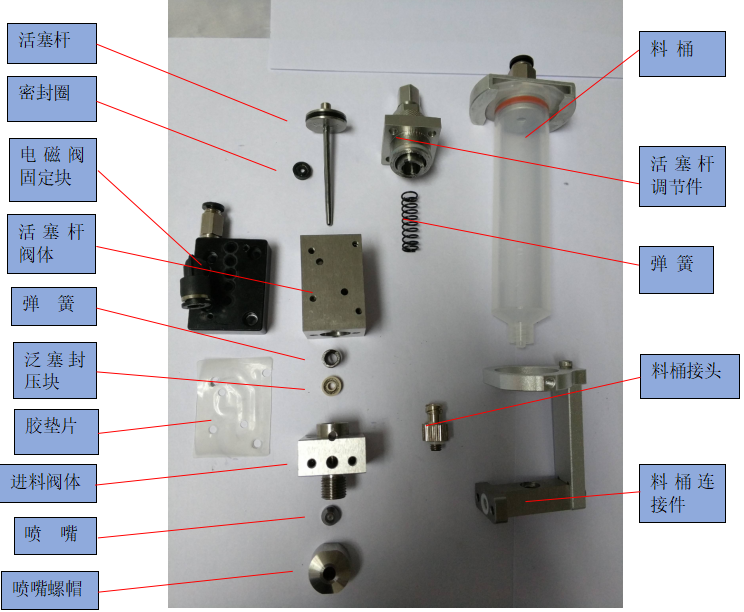
上图中两个气管接头其中上面直径4mm的接进气管,
气压范围在0.5-0.7MPa且必须保证气压是稳定的。下面的直径6mm的气管接头接排气管。
第二章 WD-Jet-LC喷射阀工作原理
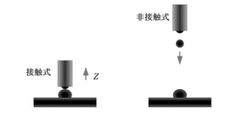
喷胶原理:撞针高速撞击形成瞬间高压,驱动液体喷出,每次撞击喷出一个点,所有图案和线段都是点叠加组成。
喷射点胶的优势:可以在狭小空间及针头无法平整接触的地方进行点胶,无Z轴移动,点胶速度快,胶量精准,出胶稳定,可以进行非常小面积产品的点胶作业。
接触式点胶与喷射点胶示意图对比:
第三章
WD-Jet-LC喷射阀的拆装步骤
3.1拆装工具
WD-Jet-LC喷射阀拆装所需工具:14mm扳手,内六角扳手,撞针安装特制工具,料腔密封圈拆装特制工具。另外,还会用到一字螺丝刀和橡胶锤子等工具。


3.2 拆阀步骤
(1)用14mm的扳手把喷嘴螺帽拧开,取出喷嘴。
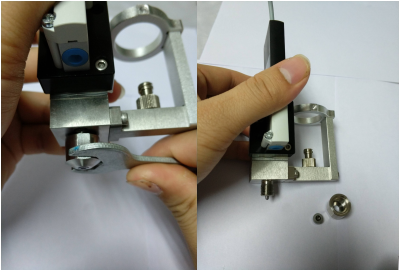
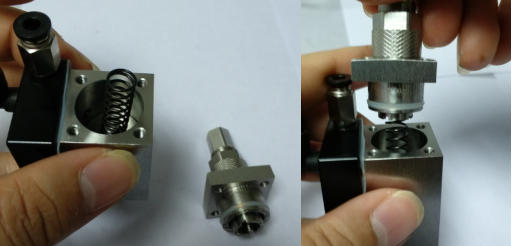
(2)用M3内六角扳手拆下进料阀体和活塞杆阀体间的螺丝,将进料阀体和料桶连接件部分与活塞杆阀体分开。
(3)使用撞针特制工具拆卸进料阀体中的泛塞封 压块。
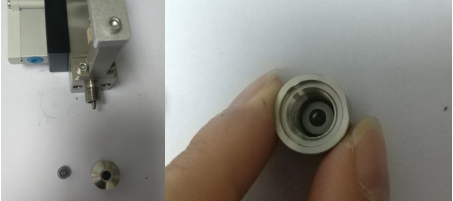
(4)用M3内六角扳手拆除进料阀体与料桶连接件之间的固定螺丝,将进料阀体分开,可以将进料阀体进行浸泡清洗。

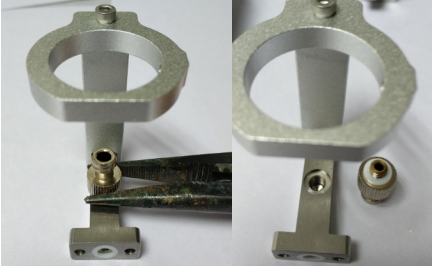
(5)用夹子或镊子夹住料桶连接件上的料桶接头,逆时针拧开,料桶接头可拿去浸泡清洗。
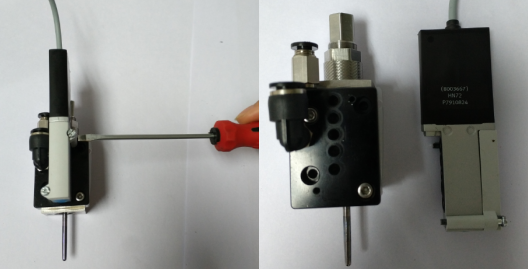
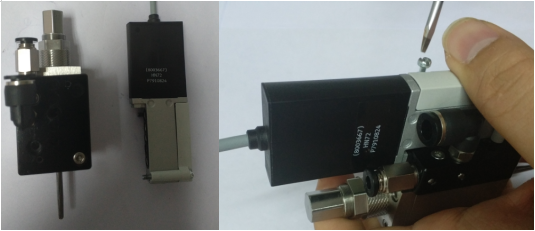
(6)使用一字螺丝刀拆除电磁阀。
(7)使用M3内六角螺丝刀拆除电磁阀固定件和活塞杆阀体间的螺丝,将电磁阀固定件分开。

(8)M3内六角扳手拆除活塞杆调节件与活塞杆阀体间连接的螺丝,将活塞杆调节件拆分出来。
(9)用手指按压活塞杆,使活塞杆和活塞杆阀体分离。
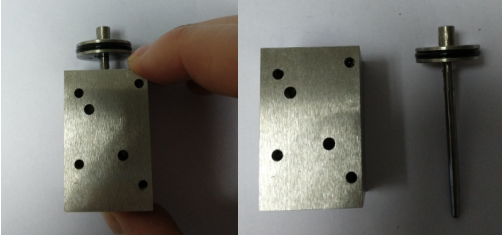
(10)使用撞针特制工具,拆除活塞杆阀体内的密封圈。
至此,拆阀部分完成,可对相关零件进行保养工作,如浸泡和清洗。
3.3 装阀步骤
(1)在活塞杆阀体进气孔面上铺好硅胶垫片,再使用M3内六角扳手,将活塞杆阀体和电磁阀固定件通过螺丝相对应得固定在一起。
(2)活塞杆阀体内加装密封圈。

(3)通过撞针特制工具和橡胶锤子,将密封圈轻轻敲压到阀体内部通孔。
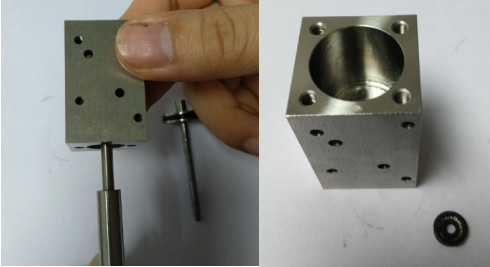
(4)安装活塞杆。
将活塞杆穿过活塞杆内已装好的密封圈通孔,用手按压活塞杆,使活塞杆与活塞杆阀体贴紧。

(5)安装活塞杆调节件。
将准备好的弹簧套入活塞杆的顶端,然后将活塞杆调节件经弹簧按压至与活塞杆阀体贴合,注意要使活塞杆调节件上面的通孔与活塞杆阀体上的螺丝孔对应。
最后使用M3内六角扳手,拧紧活塞杆阀体和活塞杆调节件间的固定螺丝。

(6)安装电磁阀。
将电磁阀固定在电磁阀固定件上,螺丝孔对应,使用工具一字螺丝刀,将电磁阀和电磁阀固定件上的螺丝拧紧。
(7)安装后进料阀体。
使用撞针特制工具和橡胶锤子,在进料阀体内加装泛塞封压块。

活塞杆末端套入弹簧,将进料阀体经泛塞封孔套入活塞杆末端,按压贴紧,对好孔后,使用M3内六角扳手拧紧固定螺丝,

(8)加装料桶连接件。
使用夹子,将料桶接头固定在料桶连接件上。
料桶连接件上带白色密封圈的孔对准进料阀上,三个孔中间那个孔,我们通过M3螺丝,使用M3内六角扳手,将料桶连接件进行固定在进料阀上。

(9)安装喷嘴。
将大小适合的喷嘴套入喷嘴螺帽中。
喷嘴螺帽对准进料阀体下端,顺时针拧,并借助14mm扳手拧紧。至此,完成装阀流程。

第四章喷嘴选配和喷射阀检验工作
4.1 喷嘴选配
目前WD-Jet-LC喷射阀可以配备的喷嘴有:
喷嘴(0.100mm、0.150mm、0.200mm、0.300mm)。
要想增大的单点胶量只能跟换更大的喷嘴。根据客户工艺和胶水性能选定。WD-Jet-LC喷射阀的喷嘴可以灵活使用,可适应烤漆,环氧树脂,UV胶,红胶,银浆等点胶工艺。
4.2 喷射阀硬件检验
1、喷射阀控制电磁阀的信号线是否接好。
2、喷射阀喷嘴加热部分电路是否正常。
3、喷射阀上的进气和排气气管是否接好,料筒进气接头和喷射阀气压进气接头是否漏气。
4、检查喷射阀喷嘴是否漏气,并进行相应的排料工作。
4.3 喷射阀常规测试
在确认好以上要点后再进行调试前常规测试:
1、在做测试前我们首先要做的最重要的一件事情是确定WD-Jet-LC喷射阀进气气压在5-7公斤的稳定状态,否则喷射阀将无法正常工作。
2、确认好气压的稳定性后,我们将对控制喷射阀的相关参数做范围内的改变并点击手动排胶按钮让喷射阀动作起来,判断是否能有效改变参数。例如把开阀时间3.0ms,闭阀时间4.0ms改成开阀时间5.0ms,关阀时间5.0ms后喷射阀动作时的声音频率是否有所改变。
3、然后再改变活塞杆调节件,在拧紧状态下和松开状态下,手动排胶按钮判断喷射阀工作时的声音是否有变化。在确保喷射阀能正常工作的情况下方可安装胶水进行调试。
第五章 喷射阀生产调试
1、知悉胶水类型确认能否加热或是否必须加热,判断胶水粘稠度,了解客户要求工艺,然后再选用相应的撞针和喷嘴。
2、料桶装上料的稀释液(例如加天那水稀释),料压调到3公斤左右,观察喷嘴是否有料溢出,如果有,说明喷射阀有漏气现象,要重新检查喷射阀结构,保证喷射阀不漏气。然后排完稀释液。
3、料桶装好要打的料,软件界面上,喷射阀选择常开模式,点击手动排胶按钮,进行排胶作业。观察出料比较顺畅之后停止手动排胶,用无尘布将喷嘴擦干净。
4、然后将喷射阀常开模式改成喷射模式,点击手动排胶,如果听到喷射阀的噪声太大,用外六角扳手调节活塞杆调节上面旋钮,顺时针拧,同时观察声音有无变缓和,再将下面旋钮拧紧。同时,我们要观察胶水是否能喷出来,喷出来是否顺畅,喷出来有没散点,可以拿白纸或平板接住喷出来的胶。都是通过活塞杆调节上方的旋钮进行调节。
5、用白纸或玻璃片接着喷出来的单点,看单点是否一样大小,是否圆,是否有胶挂在喷嘴上,有没多余的散点,多喷一些点看是否稳定。如果稳定则表示调试完成。
第六章WD-Jet-LC喷射阀保养事项
1、保证起源洁净,不能有灰尘和水汽,否则影响电磁阀寿命。
2、喷射阀要定期清洗保养,如果白夜班交替使用,清洗周期为两天一次;如果停止使用超过8小时一定要拆下来清洗干净,除非胶水在这这段时间内不会发生变质和固化。
3、每次清洗必须保证所有部件及密封圈清洗干净,特别是喷嘴,不然再用时会发生堵胶散胶现象。
4、每次清洗后要在撞针上涂抹润滑油,少量均匀即可。
5、由于阀在工作时料腔密封圈与撞针存在摩擦,所以料腔密封圈寿命较短,24小时工作的话跟换周期为4到5天更换一次。如果发现有漏胶现象必须马上更换,否则胶水会进入到气缸内,胶水固化后把撞针粘住,使撞针不能正常动作。
6、发现螺丝有滑牙的要及时更换。
第七章 WD-Jet-LC喷射阀常见故障原因与处理方法
1、清洗不及时,清洗不到位,清洗所用清洗剂不起效果,造成喷嘴、流道堵塞。处理方法:选用相应的溶剂及时清洗,清洗彻底。
2、料腔密封圈被磨损,胶水被撞针往上带进入到气缸,固化,撞针被粘住,撞针撞击不正常,就喷不出来胶。处理方法:更换密封圈。
3、气源不干净有灰尘进入电磁阀,导致电磁阀动作迟钝,排气不顺畅,影响电磁阀正常点胶频率。处理方法:交由供应商厂家维修。
4、喷嘴被撞裂,原因是安装喷嘴时没把喷嘴安装到位,被撞针顶裂。处理方法:更换。
5千分头拧不动无法调节撞针行程,原因是调试时行程调节太大或是预紧螺丝没拧紧导致阀在工作时千分头调节器在转动,转动的行程太大,使其所受弹簧力过大。处理方法:交由供应商厂家维修。
6、调试时,胶水容易挂胶,原因一胶水太稠,若胶水可加热能变稀,进行加热;原因二供料气压过大;原因三喷射阀撞针行程比较小。
7、喷嘴漏胶,检查喷嘴螺帽是否变形,如果变形则锁不紧喷嘴导致漏胶。
评价
目前还没有评价