



一、
设备功能描述:
设备动作流程:实现组装好的边框放到输送线上,部件自动进行传送,到达打胶工作位置后进行视觉定位,确定打胶基准。定位结束后自动打胶,打胶结束后部件自动送出。
1.1自动视觉:使用视觉识别,双流水线,实现无治具,门框直接放在流水线上,位置自动识别,生产节奏单个门框点胶时间,依据门框的大小为 4-6 秒;
1.2节拍:设备采用双工位,节拍2件/15秒。
1.3工人作业区域与机械臂工作区域完全分离,确保安全。
1.4流水线各部分布局示意图(以最终沟通意见为准); 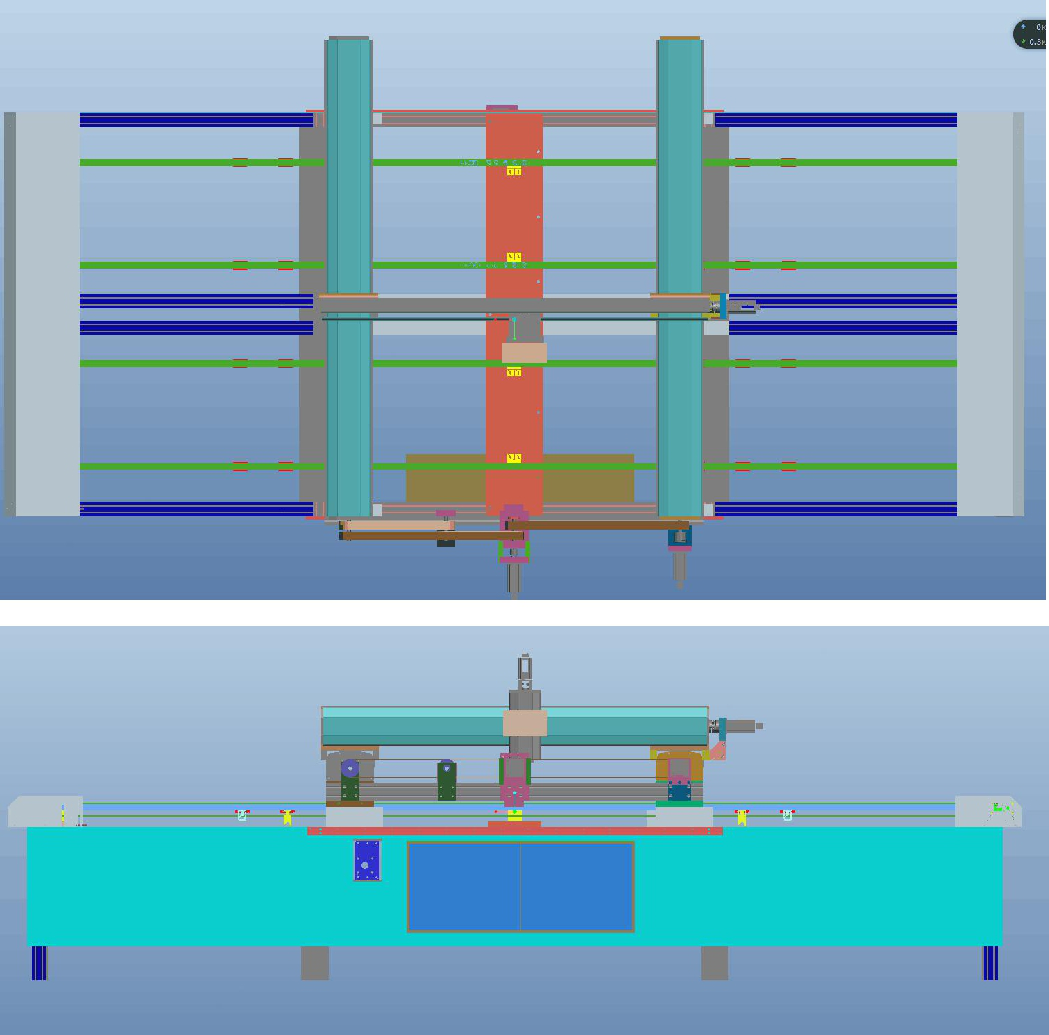
二、生产工艺布局描述 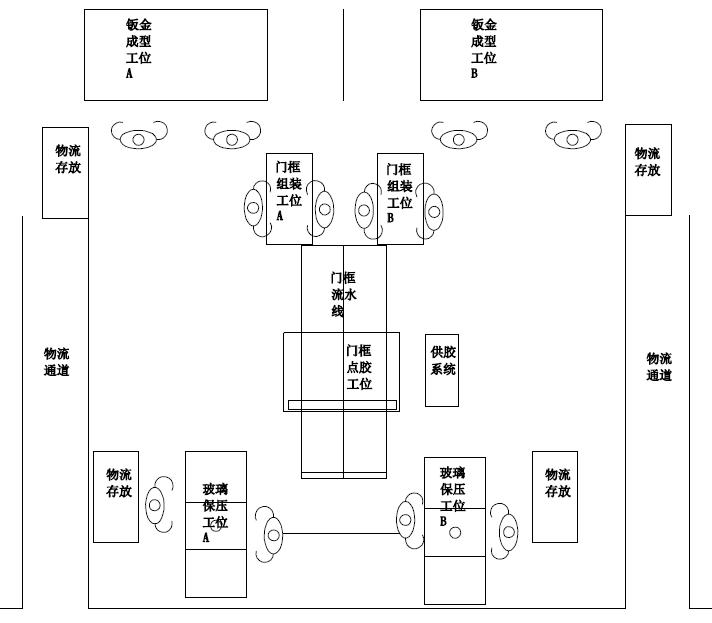
生产工序:钣金冲压 12 秒,门框组合 15 秒,双工位,点胶 4-6 秒,玻璃压合 9 秒,可以配合两条流水线工作。
2.1 流水线设备基本参数
| 序号 | 项目名称 | 规格参数 |
| 1: 机器长度:4000 | ||
| 2.1.1 | 外形尺寸 mm | 2:机器宽度:2000 |
| 3:机器高度:1800 | ||
| 2.1.2 | 机器型式 | 落地式,三轴直角坐标机器 |
| 三轴行程 X 1100 Y1400 Z100mm | ||
| 2.1.3 | 机器重量 kg | 约:1500kg |
| 2.1.4 | 机器颜色 | 深蓝色,银色 |
| 2.1.5 | 使用环境需求 | 甲方厂房 |
| 2.1.6 | 电源供应 | 220V +10%,3500W |
| 2.1.7 | 工作气压&管径 | 0.1~1.0Mpa, 干燥气管∮8 |
| 2.1.8 | 机器工作台的高度 | 700mm(地面到工作台平面距离) |
| 2.1.9 | 机器组件与表面处理 | 机架喷漆(颜色为深蓝色),其它零件喷 |
| 漆或氧化处理 | ||
| 2.1.10 | 适合型号 | 多门冰箱,可以同时做两款产品 |
| 点胶工位根据门的大小,点胶时间 4-6 秒, | ||
| 2.1.11 | 生产节拍 | 点胶机移动 2 秒,2 条流水线可以依据组 |
| 装工时,双线各 15 秒的节拍 | ||
| 三、 自动化控制系统部分 | ||
| 序号 | 项目名称 | 规格参数 |
| PC+维度运动控制卡,使用电脑界面,只需要输 | ||
| 3.1 | 控制方式 | 入工件的内外框的尺寸,通过视觉识别,工件 |
| 的位置,角度,自动生成路径。生产过程无需 | ||
| 治具。电脑界面,人性化操作。 | ||
| 3.2 | 操作界面 | 中文 |
| 3.3 | 调压阀组合 | Airtec 精密调压阀与电磁阀精密点胶阀配合 |
| 控制出胶 | ||
| 3.4 | 伺服电机 | 共 3 个,使用松下伺服电机和控制器 |
| 3.5 | 丝杆 | 台湾原产高精度丝杆 |
| 3.6 | 导轨 | 台湾原产高精度导轨 |
| 3.7 | 其他电机 | 使用国内品牌电机 |
| 3.8 | 摄像头 | 大恒摄像头 |
| 3.9 | 按键开关 | 3 个(启动、暂停、停止) |
| 3.10 | 电路保护 | 防过载与短路均有保险管保护 |
| 3.11 | 防静电插头接地要求 | 电源插座与机器已接地,无需另行接地线 |
| 在操作员站立一方的前方,装有紧急停止按 | ||
| 3.12 | 安全保护 | 钮,发生紧急情况时,按下紧急制动关闭电源, |
| 紧急4制动开关复位后,机器重启。作业区域使 | ||
| 用光栅保护。 |



评价
目前还没有评价